文字描述虽好,但视频更能直观展示【陇南】(当地)异型管_L290无缝钢管优质工艺产品的每一处细节。
以下是:【陇南】(当地)异型管_L290无缝钢管优质工艺的图文介绍
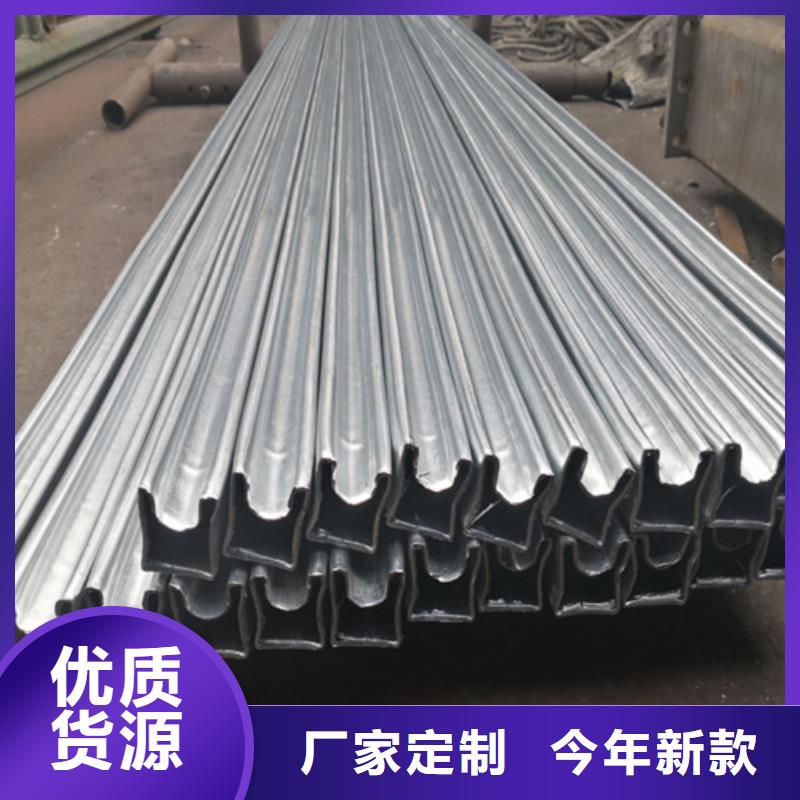
异型管_L290无缝钢管优质工艺")
硕鑫钢管有限公司坚持“诚信为本,信誉至上,服务用户,回报社会”是我们的服务理念。我公司一贯坚持“质量至上,用户至上,满意服务,信守合同”的宗旨,凭借着高质量的产品,良好的信誉,满意的服务。“学习,超越”是本公司的企业精神,我们将更加谨诚的致力于 陇南厚壁无缝钢管、事业,以百倍真诚的合作与广大海内外客户共荣发展,同创辉煌!
异型管_L290无缝钢管优质工艺")
异型管_L290无缝钢管优质工艺")
连铁领跌黑色系,钢企压价较狠成交清淡
30日国内铁矿石港口现货继续偏弱。进口矿部分,昨晚普指跌2.15美金,现62%指数85.5美金。黑色系期货再次翻绿连铁领跌,市场心态低迷成交表现不佳。钢厂方面,按需补库是主流,几无钢厂主动大量采购,钢企采购负责人表示当下外矿市场供应充足,港口拥有厂家想采购的一切货物,所以没有必要自己揽风险做大库存。到货方面,上周北方6主港到货1091万吨,环比减少4.94%,同比增加5.01%。品种里卡粉到货152万吨、PB粉到货123万吨,超特混合合计到货234.4万吨,麦克纽曼金步巴到货较少,分别在30-45万吨之间。钢材方面,矿价疲软的主因在于钢价涨动力缺失,虽然钢材成交量保持尚可,但期现货价差让现货价格继续朝着期货的方向靠拢。没有了钢价上涨保证,又担忧采暖限产政策利空,关键钢厂还不买账,这让当下的矿石贸易参与者操作非常难受。短期矿价有继续走弱的空间。国产矿方面,普指低位,商家心态悲观,降价出货较多,钢企仍然处于观望态势,市场成交乏力。今安徽繁昌65干自三月份以来首次跌落800报790,钢企接收程度较正常。环保方面,安徽省发布重污染天气省级橙色预警,启动Ⅱ级应急响应。前有重污染天气环保,后有取暖季限产,钢企补库节奏再次受压。其他地区情况多属类似。预计短期内国产矿市场稳中个调运行。
异型管_L290无缝钢管优质工艺")
异型管_L290无缝钢管优质工艺")
异型管_L290无缝钢管优质工艺")
单就生产流程来看,精密钢管和普通的无缝钢管类似,从管坯、剥皮,再到穿孔、修磨,每一个生产步骤都力臻完美,可以说,这种类型的管道材料在质量方面是非常不错的。无缝钢管虽然是无缝焊接,但往往需要承受很大的压力,而精密钢管则不同,这种类型的管道材料,对于内孔和外壁尺寸都有严格的要求,因此在质量的方面,往往更加能够得到保证。
市场中大多数的精密钢管不但外径更小,同时,多数都是采用的批量生产的方法,因为精密度高,所以表面质量更好,在性能方面有显著的优越性。金属密度大,也是精密钢管的一大特点,相对于热轧类的精密钢管,冷拔类的精密钢管在精密度方面有更为出色的表现,所以,这种类型的管道材料才会在市面上如此受欢迎。
异型管_L290无缝钢管优质工艺")
异型管_L290无缝钢管优质工艺")




 扫一扫
扫一扫